



Enciclopedia do coñecemento da soldadura: unha breve discusión sobre a clasificación
e procesos de soldadura por láser
Na produción industrial, a soldadura láser aplícase desde hai tempo nos campos da aeroespacial,soldadura de alta precisióne soldadura de materiais especiais. Co desenvolvemento da industria e o avance da tecnoloxía, a soldadura por láser úsase cada vez máis na soldadura de materiais ordinarios. Hoxe, imos falar da clasificación da soldadura por láser. A soldadura por láser é un método de soldadura eficiente e preciso que utiliza un raio láser de alta densidade de enerxía como fonte de calor para fusionar materiais. Ten moitas vantaxes, como unha alta velocidade de soldadura, pequena deformación, baixos requisitos para o ambiente de soldadura, alta densidade de potencia, sen influencia de campos magnéticos, sen limitación para materiais condutores, sen necesidade de condicións de traballo de baleiro e sen xeración de raios X durante o proceso de soldadura.
A soldadura láser pódese clasificar desde diferentes perspectivas:
- Clasificación por modo de enerxía de saída do láser:
- Soldadura láser continua: durante o proceso de soldadura fórmase unha forma de soldadura continua e ininterrompida.
- Soldadura por láser pulsadoDado que a entrada de enerxía na superficie da peza soldada é intermitente, cada punto de luz pulsada actúa sobre a superficie da peza soldada para formar un punto de soldadura circular. Pódense obter diferentes formas de soldadura segundo os diferentes parámetros do láser.
- Clasificación pola densidade de potencia do punto láser enfocado:
- Soldadura por condución térmica láser: a densidade de potencia é relativamente baixa, xeralmente inferior a 10⁵ W/cm². O láser transmite enerxía á superficie da peza soldada, quentando a superficie metálica a unha temperatura entre o punto de fusión e o punto de ebulición. A calor transfírese ao interior do metal a través da condución térmica para formar unha soldadura, que é similar ao inerte de tungsteno.soldadura a gas (TIG).
- Soldadura por penetración profunda con láser (soldadura en burato de fechadura): cando a densidade de potencia do láser que actúa sobre a superficie metálica é superior a 10⁵ W/cm², o raio láser de alta potencia actúa sobre a superficie do material metálico, provocando unha fusión local e formando un "burato de fechadura". O raio láser penetra no interior do baño fundido a través do "burato de fechadura" para formar unha soldadura.
- Clasificación por modo de control:
- Máquina de soldadura láser manual
- Máquina automática de soldadura láser
- Máquina de soldadura láser Galvo
- Clasificación por tipo de láser:
- Máquina de soldadura láser YAG
- Máquina de soldadura láser de semicondutores
- Máquina de soldadura por láser de fibra
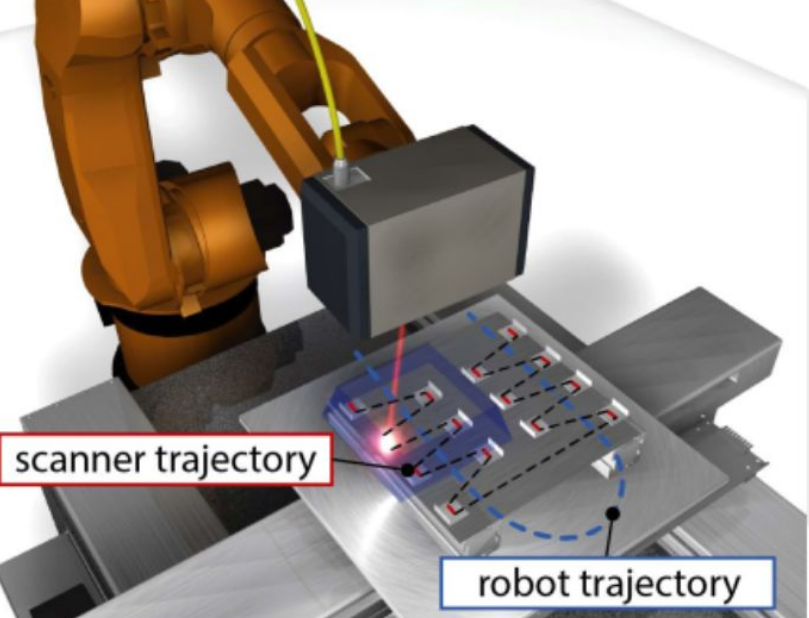
1. Soldadura láser voadora
A soldadura láser voadora combina as vantaxes da soldadura remota, os galvanómetros e os manipuladores, e está equipada con software profesional de procesamento gráfico para lograr unha soldadura instantánea de traxectorias múltiples no espazo tridimensional.
Principais aplicacións:
Aplícase a produtos como carrozarías de automóbiles, asentos e pezas de automóbiles comúns. En canto aos materiais, pódese usar para varios materiais comúns como chapas de aceiro, chapas laminadas en frío e aliaxes de aluminio, así como materiais compostos e materiais de aliaxe como as aliaxes de magnesio e aluminio.
★ Vantaxes:
- Compatible con calquera forma de soldadura
- Apto para calquera dirección de soldadura
- Distribución de soldadura/punto definida polo usuario
- Distribución optimizada da tensión
- Capaz de soldadura por puntos de alta velocidade, soldadura por costura, soldadura por solape, soldadura a tope, soldadura por filete e soldadura por solape
- Sincronización en tempo real entre o cabezal de soldadura e o robot para acelerar o proceso de soldadura láser
- Requisito de espazo de chan menor
- Menores custos de mantemento e loxística
2. Soldadura láser en espiral
É un método de soldadura láser con oscilación láser de dobre cuña, realizado equipando un módulo de oscilación especial no cabezal de soldadura. Isto permite que o punto de luz enfocado forme unha soldadura en espiral mentres o cabezal de soldadura se move.
Principais aplicacións:
Soldadura de bisagras, intercambiadores de calor, intercambiadores de calor de tubos, soldadura de tubos grosos na industria do petróleo e o gas natural, soldadura de bridas e soldadura de aliaxes de aluminio, etc.
★ Vantaxes:
- Soldadura máis ancha
- Repetibilidade/estabilidade do proceso extremadamente altas
- Mellor formación de soldaduras
- Postprocesamento máis sinxelo e superficie máis lisa da peza soldada
- Excelente capacidade de soldadura de aliaxe de aluminio
3. Soldadura láser
A soldadura por láser refírese a un método que emprega un metal de aporte cun punto de fusión inferior ao do metal base. O metal de aporte de soldadura quéntase a unha temperatura superior ao seu punto de fusión pero inferior á temperatura de fusión do metal base. O metal de aporte líquido de soldadura molla o metal base, enche o oco da unión e difúndese co metal base para realizar a conexión das pezas soldadas.
Principais aplicacións:
Soldadura de estruturas de bastidor de carrozaría de aluminio, como a conexión entre o teito e a parede lateral e as portas.
★ Vantaxes:
- Reduce os defectos da soldadura láser pura, como poros, gretas e ocos de axuste excesivos dos produtos
- Mellora a resistencia da soldadura e obtén un cordón de soldadura perfecto
- Só o metal de aporte de soldadura se funde durante a soldadura, mentres que o metal base non
- Pequena deformación de unións soldadas, aspecto liso e estético, axeitado para a soldadura de precisión, compoñentes complexos feitos de diferentes materiais
- Zona pequena afectada pola calor e alta resistencia á compresión
4. Soldadura con arame láser
A soldadura con fío láser é un método que emprega un metal de aporte co mesmo material ou similar ao do metal base. O metal base e o metal de aporte de soldadura fúndense e logo solidifícanse para formar unha soldadura.
Principais aplicacións:
Soldadura de pezas estruturais de carrozaría enteira de vehículos e pezas de automóbiles.
★ Vantaxes:
- Reduce os defectos da soldadura láser pura, como poros e gretas
- Mellora a taxa de cualificación dos produtos soldados e permite espazos lixeiramente maiores entre os produtos soldados
- O metal base fúndese durante a soldadura e a resistencia da soldadura é maior que a do metal base
5. Soldadura oscilante
Integra funcións de conformado de vigas e seguimento de soldaduras no mesmo equipo a través de ALO3. O fío de recheo pódese usar como sensor mecánico.
Principais aplicacións:
Soldadura láser de carrozarías brancas, incluíndo principalmente a soldadura láser de cubertas de teitos e tapas de maleteiro, así como a soldadura de pezas de automóbiles. As flutuacións das pezas e os erros dos accesorios adoitan aumentar significativamente a dificultade da soldadura láser, o que leva a unha depuración extremadamente difícil do proceso de soldadura láser. Non obstante, a soldadura oscilante pode axustar eficazmente a súa propia dirección de soldadura. Coas funcións de seguimento de soldadura e compensación automática da distancia focal, permite que o raio láser sexa guiado e enfocado facilmente, realiza cambios de dirección, ten alta automatización, velocidade de soldadura rápida e alta eficiencia, mantendo así a calidade da soldadura.
★ Vantaxes:
- Seguimento de soldaduras para determinar a traxectoria da soldadura da peza en tempo real
- Axuste adaptativo da traxectoria de soldadura nas tres direccións XYZ segundo as diferentes desviacións da peza para obter unha boa calidade de soldadura
- Mellora a taxa de consistencia da soldadura do produto
6. Soldadura en tres puntos
Engádese un módulo de dobre punto á lente. Durante a soldadura, o módulo de tres puntos da óptica de soldadura distribuye un feixe en tres feixes, o que proporciona unha solución para soldar chapas de aceiro galvanizado en quente e facer que a soldadura sexa máis plana sen que se produzan gretas.
Principais aplicacións:
Soldadura de carrozarías brancas de aliaxe de aluminio, soldadura láser de cubertas de teito e tapas de maleteiro e soldadura de pezas de automóbiles, etc.
★ Vantaxes:
- Proceso de soldadura máis estable e fiable
- velocidade máis rápida
- Maior forza
- Mellor calidade de aspecto das soldaduras de chapa galvanizada en quente
- Proceso de limpeza en liña
- Axuste dinámico da enerxía
7. Soldadura híbrida de múltiples lonxitudes de onda
Soldadura híbrida de múltiples lonxitudes de ondaé un proceso de soldadura innovador pioneiro por Lianying Laser. Superpón dous feixes láser con diferentes lonxitudes de onda, facendo que os eixes dos dous feixes coincidan no espazo. O láser de lonxitude de onda principal úsase principalmente para soldar, mentres que o láser de lonxitude de onda secundaria úsase principalmente para prequecer o fío de soldadura e o metal base, reducindo a velocidade de arrefriamento do metal fundido no baño de soldadura. É especialmente axeitado para aliaxes de aluminio, aliaxes de magnesio, aliaxes de cobre, etc.
★ Vantaxes:
- Reduce o contido dos poros
- Mellora a estabilidade do cordón de soldadura e aumenta a eficiencia da soldadura
- Alivia eficazmente a tensión térmica, reduce as gretas, mellora a resistencia da soldadura e obtén cordóns de soldadura cun aspecto relativamente uniforme.
En conclusión, na actualidade, na industria láser no seu conxunto, as tecnoloxías e os equipos estranxeiros seguen a ocupar unha posición de liderado. Están amplamente avanzados en todos os aspectos, desde os hosts láser e os cabezales de procesamento óptico ata os equipos auxiliares como refrixeradores, medidores de potencia, monitorización durante a soldadura, inspección posterior á soldadura e calibradores TCP. As empresas nacionais están a facer todo o posible para poñerse ao día. Non obstante, no campo das aplicacións de soldadura láser, China achegouse relativamente ao nivel avanzado internacional, cunha serie de empresas de alta calidade que emerxen e acadan excelentes resultados.
Data de publicación: 05-09-2025











